
We are still
A FAMILY OWNED & OPERATED COMPANY
Ross Racing Pistons is one of the last independently owned piston manufacturers in the world.
OVER 40 YEARS OF CUSTOM PISTON MANUFACTURING
And, Ross Pistons has been recognized as one of only 35 companies that has been a PRI Show vendor, since the show started well over 30 years ago! Since 1979, our mission has remained one in the same. Provide racers with a superior product, along with a (one-on-one) level of customer service that is unique to the racing industry. Family values are important to us and have been instilled into the daily operations of our business. As racers ourselves, our promise to each and every customer, is our life long support and dedication to making a superior, ultra-durable, American made piston. Capable of handling the highest of horsepower and stands up to the harshest of racing conditions!

OUR MANUFACTURING PROCESS
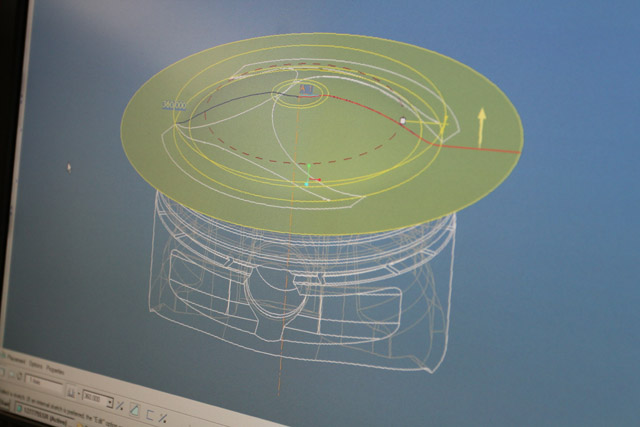
STEP 1: THE DESIGN
Each piston first goes through a design phase. Our CAD engineers work with customer orders to modify stock piston designs to meet a specific customer need, or we start with a fresh slate on any engines we aren’t already familiar with.
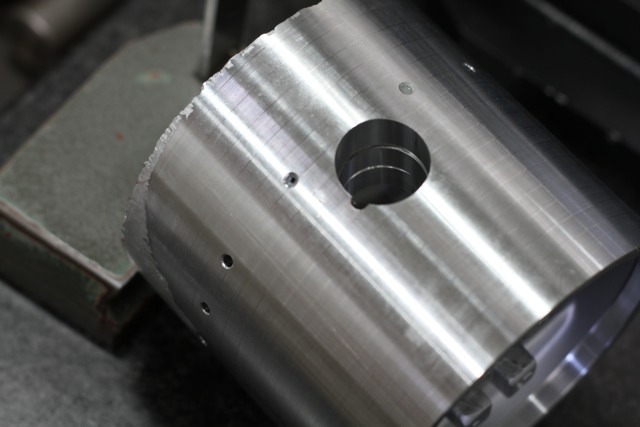
STEP 2: DRILLING
Our extensive line of forging blanks, start as the ground work for each set of pistons. In our 1st operation shown here, we’ve drilled pin holes, oil return holes, forced pin oilers, lock removal indents, oil dispersion and pin lock grooves.
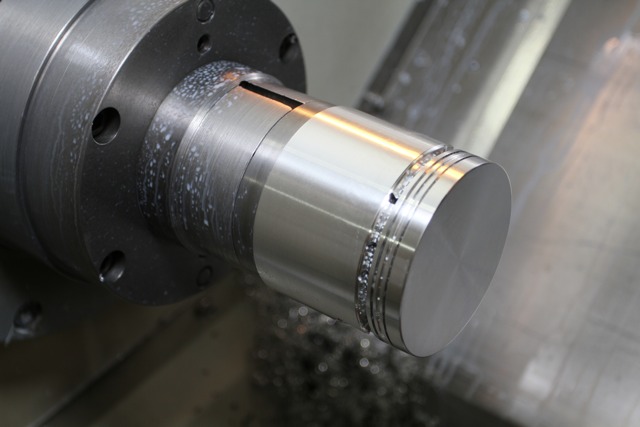
STEP 3: TURN DOWN
Pistons are rough turned to within .010 of its finished diameter. The accumulator groove will be cut here if required. The ring lands have been turned down to their correct diameter and the ring grooves have been rough cut to within .002 of the finished width.

STEP 4: MILLING
Next the pistons are moved to one of the milling centers where the side relief, dome or reverse dome, and valve reliefs are cut. Canted valve layouts are moved to a 5 axis machining center.

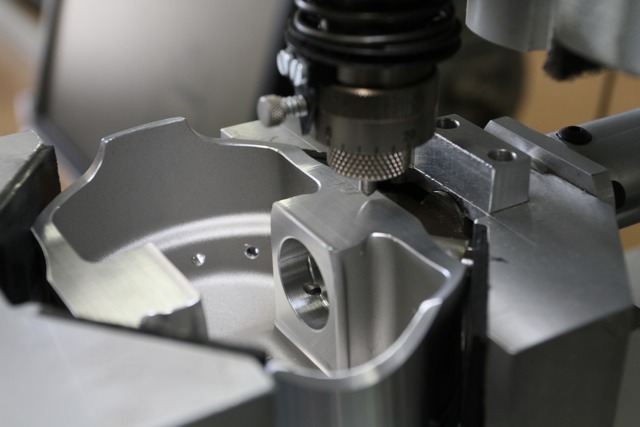
STEP 5: CONTOURING
Next the bottom of the pistons are contoured to remove weight. Another weight savings option is 3D profiling, where the bottom of the piston is mirror cut with the top of the piston’s shape, giving the same thickness throughout the inside of the piston!

STEP 6: HAND DETAILING
Each Piston is then hand detailed to remove any burrs or minor imperfections.

STEP 7: FINAL MACHINING
During the final machining process the ring grooves are double plunged to prevent groove wave. This ensures a square groove and excellent finish. The skirt profile and cam are then cut.

STEP 8: PIN FITMENT
The final manufacturing operation is fitting the pins to the pistons on one of the Sunnen automated hones. There are actually a few more steps to our manufacturing process, but we can’t give away all our secrets.
STEP 9: IDENTIFICATION
The pistons are then engraved with the job card number (identification number) and cleaned. This serves as the piston’s serial number for future ordering or technical support.
ROSS RACING PISTONS
CUSTOM AND OFF-THE-SHELF HIGH PERFORMANCE PISTONS. SINCE 1979. ROSS RACING PISTONS HAS WELL OVER 40 YEARS OF PISTON MANUFACTURING EXPERIENCE FOR HIGH PERFORMANCE RACING APPLICATIONS.
Since 1979, Ross Racing Pistons has been at the forefront of piston technology, as a manufacturer of custom and off the shelf ,high-end forged aluminum racing pistons. For over 40 years now, we’ve been one of the most trusted names in durability for high performance pistons! If you can race it, we can make a piston for it! Our products can be found across all forms of racing, including: Top Fuel, Drag, Circle Track, Off-Road, Diesel , Boat, Motorcycle, Land Speed Racing and more.
Ross Racing Pistons began production of high-end forged aluminum racing pistons in 1979. In an era where most manufacturing factories have been gobbled up by large multinational holding companies, Ross racing pistons still stands as one of the last independently owned and operated piston manufacturers.
Over 40% of our work force has been with the company for over 10 years, with several Ross Team Leaders having been with the company for over 30 years! Having had the same management team in force longer than any other company in the racing piston business, gives us the advantages of stability, experience and organization. Utilizing the newest, most stable and most accurate (Okuma, Mori Seiki, Takisawa, Fadal) CNC equipment available for manufacturing, along with a very wide range of forgings, Ross Racing Pistons maintains exacting tolerances on pistons, for practically all engines.
ROSS Racing Pistons are distributed through an extensive Warehouse Distributor and Dealer Network both in the United States and worldwide. We have shipped pistons to over 115 countries. We maintain a complete selection of stocking pistons in our El Segundo, California factory. This ensures that Ross Racing Pistons Authorized Dealers and Warehouses, enjoy quick delivery without the additional cost of airfreight.